February 22, 2021
Estrutura da vara
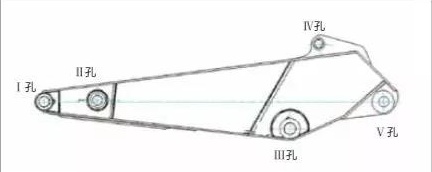
A haste da cubeta da máquina escavadora é soldada pelas placas de aço. Geralmente, há 5 furos do eixo na haste da cubeta, a saber, o furo do eixo da cubeta (furo de I), o furo do eixo da haste de conexão (II furo), o furo do eixo do crescimento (III furo), o furo do eixo do cilindro da cubeta da pá (IV furo) e o furo do eixo do cilindro da vara (V furo), cada furo do eixo são embutidos com uma bucha
Causas do desgaste do furo do eixo
Quando a máquina escavadora está funcionando, a cubeta é sujeitada a uma carga de impacto, que atue primeiramente no mim fure na vara. O trajeto de transmissão da carga de impacto do rolamento do furo de I é: parede do shaft→sleeve→inner do bucket→pin do furo de I.
Desde que a dureza da luva do eixo é maior do que aquela do furo de I, a carga de impacto pode causar a deformação plástica da parede interna do furo de I, tendo por resultado a destruição do ajuste de interferência entre a parede interna do furo de I e o diâmetro exterior da luva do eixo. Quando a fricção entre o pino e a luva do eixo é maior do que a fricção entre a luva do eixo e a superfície de acoplamento do furo de I, a luva do eixo girará ao longo da parede interna do mim fura. Depois que a luva do eixo gerencie, o furo eu estarei vestido severamente, que fará com que a cubeta agite durante a operação e afete a eficiência da máquina escavadora.
Processo do reparo do desgaste do furo do eixo
(1) escolhem a tecnologia do reparo
Nós tomamos o desgaste da vara que eu furo como um exemplo para descrever seu processo do reparo. Depois que a superfície de acoplamento do furo de I e da luva do eixo é vestida severamente, o furo de I precisa de ser reparado. As técnicas de reparo de superfície das peças de metal incluem a galvanização, chapeamento elétrico da escova, pulverização térmica, surgir, revestimento do laser, adesão de superfície, etc., e a espessura e a força do reparo de revestimento. Tomando em consideração o desgaste do furo de I, a conveniência e a economia da tecnologia acima mencionada do reparo, a espessura e força do reparo do revestimento, nós escolhemos a solda protegida gás e a tecnologia manual do reparo da superfície da soldadura de arco.
(2) surgindo o furo do eixo
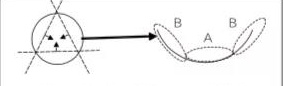
Divida o furo de I em 3 porções iguais de acordo com o sentido da abertura, e assegure-se de que a área de solda esteja na posição ascendente horizontal içando ou lançando, onde a área de A está a posição de solda horizontal e a área de B são a posição de solda horizontal. Parâmetros de solda da área. Além, para riscos pesados, superfícies do desgaste, e superfícies laterais do desgaste), os parâmetros diferentes são usados para soldar, e a espessura surgindo depende do grau de desgaste do furo de I.
Durante o processo de solda, o fio de solda é soldado da parte externa ao interior ao longo do sentido do furo do eixo. A fim impedir defeitos do unfusion, a última solda deve ser pressionada em 1/2~2/3 da primeira solda durante a soldadura. A espessura de cada camada é controlada em 2~3mm, e a remoção da escória é exigida entre as camadas de solda. Depois que a superfície se acaba, o tamanho da abertura é aproximadamente 10% menor do que a abertura padrão para facilitar fazer à máquina. O furo da graxa na parede interna do furo do eixo é diretamente surgir soldado. Depois que o furo do eixo é feito à máquina, pode ser furado manualmente com uma broca.
Ice a vara à posição de solda lisa da cara da extremidade da luva do eixo, e surgir a cara da extremidade do furo do eixo. Antes de surgir, moa o arco que começa a extremidade da solda, e para usar o método de solda das circunferências para soldar do interior à parte externa. Após ter surgido a soldadura, ambas as extremidades do furo do eixo são 5~7mm mais grossos do que o tamanho padrão para assegurar o tamanho exigido para fazer à máquina. Durante o processo de solda, a emenda de solda deve assegurar uma transição suave, e nenhuns curvatura, poro e sarjeta óbvia são permitidos evitar afetar a precisão fazendo à máquina.
(3) furo fazendo à máquina do eixo
Após I a superfície da cara do diâmetro e da extremidade de furo é terminada, ele precisa de ser feita à máquina. As etapas fazendo à máquina são como segue.
Primeiramente, ice a vara e pre-monte-a. Ice a vara surgindo com furo de I à plataforma do centro fazendo à máquina para a instalação provisória. Neste tempo, use primeiramente uma régua de aço para ajustar a simetria do furo II, furo III, V furo e o plano de referência do centro fazendo à máquina para fazer o desvio da simetria dentro de 1mm para assegurar a precisão do ajuste fazendo à máquina subsequente.
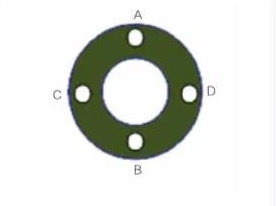
Em segundo lugar, faça ajustes precisos à vara e ao posicionamento completo. Use a ponta de prova do rubi do centro fazendo à máquina para ajustar exatamente a vara. Use a ponta de prova do rubi para medir o tamanho do II e de III furos e para ajustar a vara. A fim determinar acima o tamanho das coordenadas do centro do furo II e o furo III, o movimento a ponta de prova do rubi, para baixo, esquerda, e certo a mesma distância aos pontos A, B, C, e D. Estes 4 pontos são próximos à borda exterior do furo II e do furo III. Os pontos devem estar lisos e livres de marcas do desgaste.
Mais uma vez, determine as coordenadas fazendo à máquina do Eu-furo. Ajuste os machados da coordenada de Z nestes 4 pontos na cara da extremidade do furo como A, B, C, D, ajuste as coordenadas da cara da extremidade do furo da vara II como o A1, o B1, o C1, o D1, e as coordenadas da cara da extremidade do furo III como o A2, B2, C2, D2; Ajuste a vara para assegurar-se de que o erro de cada ponto coordenado seja menos de 0.1mm. Meça as coordenadas do centro do furo II, do furo III, do furo IV, e do furo V, e determine as coordenadas fazendo à máquina do furo I ao software das DM e do programa da máquina-instrumento.
Finalmente, eu furo sou processado de acordo com as exigências técnicas dos desenhos. Se há poros no furo de solda do reparo após o processamento, deve corretamente ser reparado de acordo com a condição do poro. Após ter passado a inspeção, eu furo da vara serei reparado.